

En el exigente mundo de la fabricación de productos farmacéuticos, la calidad del agua es imprescindible. Entre las diversas tecnologías de purificación, destilación de efectos múltiples es el referente del sector en la producción de agua para inyección (WFI). Si desea comprender cómo esta tecnología garantiza la seguridad de los pacientes y la eficiencia operativa, esta guía completa le explicará todo lo que necesita saber.
Como fabricantes profesionales de sistemas de tratamiento de agua, somos conscientes de que elegir el destilación de efectos múltiples El sistema es fundamental para el cumplimiento normativo de las normas de la USP, la EP y la JP.
Definición de la destilación de efecto múltiple para agua para inyección (WFI)
Destilación de efectos múltiples (MED) es un proceso de purificación de agua térmica diseñado para producir agua de alta pureza mediante la evaporación y condensación del agua de alimentación a lo largo de múltiples etapas, conocidas como “efectos”. En el contexto del agua para inyección (WFI), este proceso está específicamente diseñado para eliminar todos los contaminantes, incluidas las bacterias, los virus y las endotoxinas (pirógenos).
El principio fundamental de un destilación de efectos múltiples El sistema se basa en la recuperación de energía. Al hacer funcionar cada etapa sucesiva a una presión y temperatura más bajas, el sistema puede reutilizar el calor latente del vapor generado en la etapa anterior para hervir agua en la siguiente.

Cómo funciona el proceso de destilación de efecto múltiple
Comprender el funcionamiento de destilación de efectos múltiples revela por qué es tan eficaz para aplicaciones farmacéuticas.
El primer efecto: la evaporación inicial
El proceso comienza en la primera etapa, donde el vapor externo de la planta (vapor industrial) calienta el agua de alimentación pretratada. Esto ocurre dentro de un intercambiador de calor, normalmente con un diseño de doble placa tubular para evitar la contaminación cruzada.
Efectos posteriores: recuperación del calor latente
El vapor producido en el primer efecto se traslada al segundo efecto. Dado que el segundo efecto funciona a una presión ligeramente inferior, el punto de ebullición del agua es más bajo. El vapor de la primera etapa actúa como medio de calentamiento para la segunda, condensándose en agua para inyección (WFI) al tiempo que evapora más agua de alimentación. Esta reacción en cadena continúa a lo largo de todos los efectos del destilación de efectos múltiples unidad.
Condensación y separación finales
En la etapa final, el vapor puro se condensa mediante un intercambiador de calor de agua de refrigeración. Un componente crucial de cualquier destilación de efectos múltiples El sistema de la planta consiste en un separador centrífugo o un sistema de deflectores, que elimina las diminutas gotas de agua (arrastre) que podrían transportar impurezas, garantizando que solo el vapor puro siga su recorrido.
Por qué la producción de agua para inyección requiere una destilación de efectos múltiples
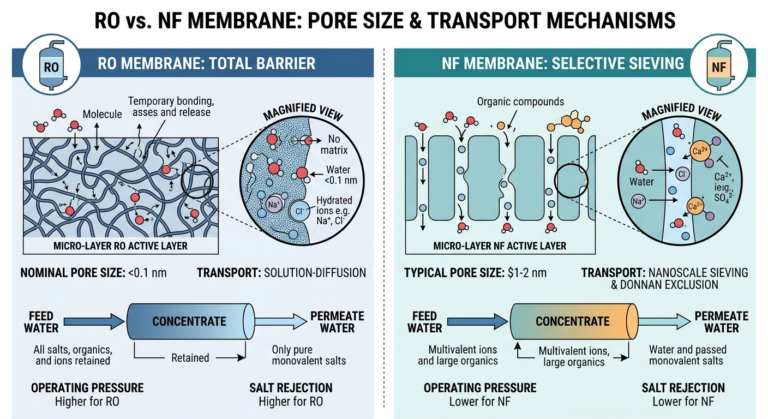
Aunque tecnologías como la ósmosis inversa (RO) han avanzado, destilación de efectos múltiples sigue siendo el método preferido por muchas empresas farmacéuticas internacionales por varias razones:
-
Eliminación superior de endotoxinas: El cambio de fase de líquido a vapor deja atrás, por naturaleza, los pirógenos, lo que proporciona un amplio margen de seguridad para los productos inyectables.
-
Fiabilidad: La destilación térmica es menos susceptible a la “contaminación microbiana” en comparación con los sistemas basados en membranas.
-
Aprobación reglamentaria: Históricamente, la destilación era el único método autorizado por la Farmacopea Europea (EP) para la producción de agua para inyección (WFI), lo que la consolidó como una tecnología de gran confianza.
El papel fundamental de un descalcificador de agua industrial
A destilación de efectos múltiples El sistema no puede funcionar de forma aislada. Requiere agua de alimentación de alta calidad para evitar la formación de incrustaciones y daños en los equipos. Aquí es donde un descalcificador industrial se vuelve indispensable.
-
Prevención de la formación de sarro: El agua dura, que contiene calcio y magnesio, provocará la acumulación de incrustaciones en los tubos del intercambiador de calor de la unidad de destilación. Un descalcificador industrial elimina estos minerales mediante intercambio iónico.
-
Proteger el sistema: Al garantizar que el agua de alimentación sea blanda, el descalcificador industrial prolonga la vida útil de la planta MED y mantiene su eficiencia energética.
-
Optimización de la transferencia de calor: La cal actúa como aislante; por lo tanto, el uso de agua blanda garantiza que destilación de efectos múltiples Este proceso requiere menos energía para lograr la evaporación.

Ventajas económicas de la destilación de efectos múltiples
¿Es destilación de efectos múltiples ¿Vale la pena la inversión? Aunque la inversión inicial en capital (CAPEX) es considerable, las ventajas operativas suelen compensar los costos en instalaciones de gran volumen.
Eficiencia energética
La principal ventaja del diseño de “efectos múltiples” es que consume una cantidad significativamente menor de vapor que un destilador de efecto único. Un sistema de cinco efectos, por ejemplo, puede producir casi cuatro veces más agua para inyección (WFI) por cada libra de vapor de planta utilizada.
Fácil mantenimiento
A diferencia de los sistemas de compresión de vapor (VC), que utilizan compresores de alta velocidad, destilación de efectos múltiples Estas unidades no cuentan con piezas móviles importantes en las etapas de evaporación. Esto reduce el riesgo de fallas mecánicas y disminuye los costos de mantenimiento a largo plazo.
Comparación técnica: MED frente a compresión de vapor (VC)
A la hora de seleccionar un sistema de agua para inyección (WFI), los ingenieros suelen elegir entre destilación de efectos múltiples y compresión de vapor.
| Característica | Destilación de efectos múltiples (MED) | Compresión de vapor (VC) |
| Energía primaria | Vapor de planta | Electricidad |
| Piezas móviles | Muy pocos (solo bombas) | Compresor de alta velocidad |
| Agua de refrigeración | Obligatorio | Requisito mínimo |
| Agua de alimentación | Se requiere alta calidad | Admite una calidad inferior |
| Nivel de ruido | Bajo | De moderado a alto |
Para plantas que cuentan con un suministro constante de vapor industrial, destilación de efectos múltiples suele ser la opción más lógica y silenciosa.
Cumplimiento normativo y control de calidad en los sistemas MED
Para garantizar que el destilación de efectos múltiples Para garantizar que el proceso cumpla con las normas de 2026 para el agua para inyección (WFI), se han incorporado varias medidas de control de calidad en el diseño:
-
Monitoreo de la conductividad: El sistema supervisa continuamente la conductividad del agua para inyección (WFI) a la salida. Si la conductividad supera los 1,3 μS/cm (a 25 °C), el agua se rechaza automáticamente.
-
Reducción de la TOC: El entorno de alta temperatura ayuda a mantener bajos los niveles de carbono orgánico total (TOC).
-
Diseño sanitario: Todas las piezas en contacto con el producto están fabricadas en acero inoxidable AISI 316L con superficies electropulidas para evitar la formación de biopelículas.

Conclusión: Cómo elegir a su socio para la destilación con efectos múltiples
Invertir en un destilación de efectos múltiples El sistema es una apuesta por la excelencia farmacéutica a largo plazo. Al combinar tecnología médica avanzada con un pretratamiento eficaz como un descalcificador industrial, los fabricantes pueden garantizar la producción de agua para inyección (WFI) segura y de alta pureza.
Como fabricante especializado en el tratamiento del agua, diseñamos destilación de efectos múltiples unidades que no solo cumplen con las farmacopeas internacionales, sino que también están optimizadas para adaptarse a su disponibilidad de servicios específicos.