Introducción: La evolución del tratamiento de aguas residuales industriales
Ante la disminución de los recursos hídricos y el endurecimiento de los límites de vertido, el sector industrial se enfrenta a un cambio radical. Ya no podemos considerar las aguas residuales como un producto de desecho; se han convertido en un recurso fundamental para su reutilización. Esta urgencia es lo que ha impulsado Biorreactor de membrana (MBR) la tecnología a la vanguardia de la ingeniería moderna.

Sustitución del clarificador secundario
Durante décadas, el sistema convencional de lodos activados (CAS) fue nuestro método estándar para el tratamiento biológico. Sin embargo, el CAS se basa exclusivamente en la sedimentación por gravedad en un clarificador secundario, un proceso conocido por el aumento del volumen de lodos, su gran superficie de instalación y la calidad irregular de los efluentes.
El MBR elimina este cuello de botella. Al sustituir el clarificador secundario por membranas de microfiltración física o ultrafiltración, logra una separación absoluta entre sólidos y líquidos. El resultado es un agua cristalina y de calidad constante, independientemente del grado de sedimentación de los lodos.
De lo especializado a lo general
Históricamente, el MBR se consideraba un lujo. Los primeros datos del sector y las descripciones generales en plataformas como Wikipedia muestran que se trataba como una alternativa de nicho, reservada únicamente para proyectos de alto presupuesto o con limitaciones de espacio extremas.
Ya no es así. Impulsada por la caída de los costos de las membranas y las normas corporativas de «cero vertidos líquidos» (ZLD), la tecnología MBR ha experimentado un crecimiento explosivo en el mercado. Hoy en día, ya no es una alternativa, sino el estándar mundial para la reutilización de agua industrial y el tratamiento de aguas residuales de alto rendimiento
Configuración del proceso: MBR sumergido frente a MBR de flujo lateral
Al elegir un sistema MBR, la primera decisión importante se reduce a la configuración: ¿se deben sumergir las membranas directamente dentro del biorreactor o se debe hacer pasar el licor mixto a través de un circuito externo? Ambos diseños logran los mismos objetivos de filtración, pero sus enfoques mecánicos y sus costos operativos son completamente diferentes.
MBR sumergido (interno): eficiencia impulsada por vacío
En una configuración sumergida, los módulos de membrana se introducen directamente en el tanque biológico o en un casete de membrana específico. En lugar de impulsar el agua a través de la membrana, utilizamos una bomba de succión para crear una presión negativa (vacío), lo que permite extraer el permeado limpio y retener la biomasa.
Para evitar que las membranas se obstruyan, instalamos un sistema de aireación de burbujas gruesas justo debajo de los módulos. El flujo constante de aire ascendente sacude las fibras de la membrana y elimina los sólidos acumulados. Se trata de una configuración muy eficiente para operaciones a gran escala, ya que consume relativamente poca energía para el suministro de agua, aunque hay que tener en cuenta la limpieza química (in situ El CIP requiere un manejo cuidadoso.
MBR de flujo lateral (externo): energía generada por presión
Un sistema de flujo lateral adopta el enfoque contrario. Las membranas se encuentran fuera del biorreactor, en un módulo independiente. Utilizamos bombas de alta capacidad para impulsar el lodo mixto a presión desde el tanque biológico, a través del circuito externo de membranas y de regreso.
Dado que nos basamos en una alta velocidad de flujo transversal en lugar de burbujas de aire para limpiar las membranas, los sistemas de flujo lateral consumen mucha más energía. Sin embargo, lo que se pierde en eficiencia energética se gana en simplicidad operativa. Todo el sistema se instala sobre un piso de concreto a la altura de los ojos: no se necesitan grúas, ni se requiere levantar cargas pesadas, ni sumergirse en las aguas residuales para realizar el mantenimiento.
Comparación directa: sistema sumergido frente a sistema de flujo lateral
Para ayudarte a sopesar las ventajas y desventajas, he desglosado las diferencias clave que tenemos en cuenta durante la fase de diseño de la planta:
| Característica operativa | MBR sumergido (interno) | MBR secundario (externo) |
| Fuerza motriz | Accionado por vacío (succión por presión negativa) | Accionadas por presión (bombas de alta presión) |
| Demanda energética | Más bajo (normalmente entre 0,3 y 0,4 kWh/m³) | Más alto (puede superar los 1,0 – 2,0 kWh/m³) |
| Huella | Extremadamente compacto | Más grande (requiere espacio específico en el patín) |
| Mantenimiento y limpieza | Se necesita maquinaria de elevación pesada o grúas para extraer los módulos y someterlos a inspección. | Comodidad excepcional. Todos los módulos se encuentran a nivel del suelo, por lo que no es necesario utilizar maquinaria de elevación pesada. |
| Limpieza de membranas | Aireación continua con burbujas gruesas | Alta velocidad del flujo transversal |
| Aplicación de ajuste óptimo | Plantas de tratamiento de aguas residuales municipales e industriales de tamaño mediano a grande. | Aguas residuales industriales de bajo volumen, altamente concentradas o tóxicas (por ejemplo, de la industria química, lixiviados de vertederos). |
Ciencia de los materiales: membranas poliméricas (PVDF) frente a membranas cerámicas
El corazón de cualquier sistema MBR es el propio material de la membrana. La elección del material adecuado no solo determina su inversión inicial (CAPEX), sino también la frecuencia con la que su equipo tendrá que lidiar con limpiezas químicas, la obstrucción de las membranas y las sustituciones en el futuro.
¿Por qué la ultrafiltración (UF) en lugar de la microfiltración (MF)?
En las aplicaciones MBR, casi siempre preferimos Ultrafiltración (UF) más allá de Microfiltración (MF). Aunque técnicamente ambos pueden separar la biomasa del agua, los poros de la membrana de microfiltración son más grandes, lo que los hace muy propensos a la obstrucción interna provocada por sustancias poliméricas extracelulares (EPS) y partículas coloidales finas.
Por lo general, diseñamos sistemas basados en una membrana de ultrafiltración (UF) con un peso molecular de corte (MWCO) de entre 100 y 200 kDa. Esta estructura de poros más estrechos proporciona una barrera física mucho más eficaz. Dado que los contaminantes no pueden penetrar físicamente en los poros, cualquier incrustación permanece en la superficie exterior de la membrana. Esta capa superficial es mucho más fácil de eliminar mediante retrolavado y limpieza estándar, lo que se traduce en una tendencia general a la incrustación mucho menor.
Por qué están totalmente prohibidas las membranas enrolladas en espiral
Antes de comparar materiales, conviene abordar un error de diseño muy común: la geometría de la membrana. Si bien los elementos enrollados en espiral son el estándar para aplicaciones de ósmosis inversa (RO) y de agua potable, resultan totalmente inutilizables en un tanque MBR.
El lodo mixto del sistema MBR contiene grandes cantidades de sólidos en suspensión (MLSS), que suelen oscilar entre 8.000 y 12.000 mg/L. Los elementos enrollados en espiral cuentan con espaciadores de alimentación estrechos que se obstruirían, atascarían y fallarían al instante, a los pocos minutos de exposición a este lodo. Para el MBR, nos ceñimos estrictamente a geometrías diseñadas para altos contenidos de sólidos: fibra hueca (HF) o lámina plana (FS).
Comparativa de materiales: PVDF frente a cerámica
En lo que respecta a la composición de los materiales, el mercado se divide principalmente entre polímeros avanzados y cerámicas de alta durabilidad.
PVDF: el estándar dominante del sector
El fluoruro de polivinilideno (PVDF) sigue siendo la opción indiscutiblemente predominante para las instalaciones comerciales de MBR en todo el mundo. Ofrece un equilibrio casi perfecto entre rendimiento y rentabilidad.
-
Ventajas: El PVDF ofrece una resistencia química excepcional, lo que le permite soportar tratamientos agresivos con cloro (NaOCl) y limpiezas con ácidos orgánicos durante los ciclos de limpieza in situ (CIP). Además, proporciona una excelente flexibilidad mecánica, lo cual es fundamental para las membranas de fibra hueca, que deben soportar un movimiento constante durante el lavado con aire sin romperse.
-
Contras: Al tratarse de un polímero, con el tiempo se degradará, se desgastará o sufrirá roturas ocasionales de las fibras a lo largo de un ciclo de vida de entre 5 y 8 años.
Cerámica (Al₂O₃, SiC): la alternativa para uso intensivo
Normalmente se fabrican con óxido de aluminio ($Al₂O₃$) o carburo de silicio (SiC), las membranas cerámicas representan el nivel más alto de filtración.
-
Ventajas: Las cerámicas son prácticamente indestructibles. No presentan ningún riesgo de rotura de fibras, toleran temperaturas extremas y soportan rangos de pH de 0 a 14. Se pueden limpiar con solventes agresivos o someter a retrolavado a presiones que destrozarían una membrana polimérica. Su vida útil puede superar fácilmente los 15 a 20 años.
-
Contras: El principal obstáculo es la inversión inicial en capital. Los sistemas cerámicos requieren una inversión inicial considerablemente mayor en comparación con los de PVDF, lo que hace que sean más difíciles de justificar, a menos que se trate de aguas residuales industriales altamente agresivas, oleosas o a altas temperaturas, en las que los polímeros no dan la talla.
Parámetros operativos críticos: más allá de los diseños tradicionales
Muchas de las quejas habituales sobre la tecnología MBR —como la rápida obstrucción de las membranas, las elevadas facturas de energía o la biomasa muerta— se deben a una mentalidad de ingeniería obsoleta. Los primeros diseños de MBR se basaban en modelos excesivamente conservadores o teóricos que simplemente no se ajustan a los datos de campo actuales. Al actualizar nuestros parámetros operativos para reflejar las mejores prácticas actuales, podemos lograr un tratamiento de alta eficiencia y, al mismo tiempo, reducir significativamente los costos operativos.
A continuación se presenta un desglose de los parámetros operativos fundamentales que utilizamos para optimizar los sistemas MBR industriales modernos:
Sólidos en suspensión en el lodo mixto (MLSS): 10 000 – 15 000 mg/L
Una de las ventajas más importantes de un MBR es su capacidad para funcionar con concentraciones de biomasa mucho más altas que los sistemas estándar. Mientras que los procesos convencionales de lodos activados (CAS) se ven limitados a unos 3.000 a 4.000 mg/L debido a las restricciones de sedimentación de los clarificadores, un MBR moderno funciona sin problemas a concentraciones de entre 10.000 y 15.000 mg/L.
Operar dentro de este rango óptimo maximiza la tasa de carga volumétrica, lo que permite que el sistema procese grandes cargas orgánicas industriales en una fracción del volumen del tanque. Elevar la concentración de lodos suspendidos (MLSS) por encima de los 15 000 mg/L es un error clásico; esto provoca un aumento repentino de la viscosidad del lodo mezclado, lo que obstaculiza la transferencia de oxígeno y obliga a las bombas de aireación a trabajar el doble.
Tiempo de retención de sólidos (SRT): 10 – 20 días
En los primeros tiempos de la adopción de los sistemas MBR, era habitual operar los sistemas con una edad de lodos extremadamente prolongada —que en ocasiones superaba los 60 o 100 días— bajo la falsa creencia de que así se eliminaría por completo la producción de lodos. Hoy en día, sabemos que ese enfoque hace más daño que bien.
Un tiempo de retención (SRT) excesivamente largo provoca una compactación grave de la biomasa, una elevada acumulación de sustancias poliméricas extracelulares (EPS) y un alto porcentaje de residuos de células muertas. Estos residuos ensucian rápidamente la membrana. Las mejores prácticas actuales limitan el SRT a entre 10 y 20 días. Esto mantiene a las bacterias en una fase de crecimiento muy activa y saludable, reduce la tendencia a la obstrucción y mejora drásticamente la eficiencia de la transferencia de oxígeno ($alpha$(factor).
Tiempo de retención hidráulica (HRT): 3 – 10 horas
Dado que la membrana garantiza una separación absoluta entre sólidos y líquidos, podemos desvincular por completo el tiempo de retención hidráulica del tiempo de retención de lodos. Para la mayoría de los flujos de aguas residuales industriales, diseñamos sistemas con un tiempo de retención hidráulica (HRT) muy reducido, de entre 3 y 10 horas.
Este breve intervalo de tiempo es posible gracias a la elevada concentración de MLSS: una mayor actividad biológica en el tanque significa que se necesita menos tiempo para descomponer la demanda química de oxígeno (DQO) entrante. Esto se traduce directamente en tanques de dimensiones más reducidas, una menor huella de ingeniería civil y una reducción de los costos iniciales de construcción en el sitio.
Superar la barrera de las incrustaciones: mantenimiento y optimización
Seamos sinceros: por muy avanzada que sea la química de las membranas o el diseño del sistema, la obstrucción de las membranas es una realidad inevitable en el tratamiento de aguas residuales. Es el mayor quebradero de cabeza operativo para los gerentes de las plantas. Con el tiempo, los sólidos en suspensión, la materia coloidal y la capa bacteriana se depositan en la superficie de la membrana, lo que hace que aumente la presión transmembranaria (TMP).
El objetivo no es evitar por completo la acumulación de sedimentos; eso es imposible. El objetivo es gestionarla de manera eficaz. Mediante una combinación de dinámica de fluidos y protocolos estandarizados de operaciones y mantenimiento (O&M), podemos controlar la tasa de acumulación de sedimentos y mantener un flujo constante durante años.
Limpieza con aire y control del flujo bifásico
Nuestra primera línea de defensa es puramente mecánica y se lleva a cabo de manera continua durante el ciclo de filtración. En el caso de los sistemas sumergidos, utilizamos una aireación de burbujas gruesas directamente debajo de los casetes de membrana.
Esta aireación genera un flujo bifásico turbulento que se desplaza hacia arriba (mezcla de aire y agua). A medida que las burbujas ascienden por la superficie de la membrana, generan una elevada tensión de cizallamiento que elimina físicamente la capa de lodo suelto antes de que pueda compactarse. Optimizar la relación aire-agua en este caso es un delicado ejercicio de equilibrio: una cantidad insuficiente de aire provoca una obstrucción rápida, mientras que un exceso de aire supone un desperdicio de energía y puede provocar la fatiga física de las fibras de la membrana con el tiempo.
Retrolavado: gestión del aumento diario de la presión transmembrana
Para evitar que la capa de sedimentos temporal se convierta en un cuello de botella permanente, el sistema debe funcionar según un programa de retrolavado cíclico. Por lo general, cada 10 o 12 minutos, interrumpimos el ciclo de filtración durante unos 30 a 60 segundos.
Durante este intervalo, invertimos el flujo y bombeamos el permeado limpio a través de los poros de la membrana, de adentro hacia afuera. Este empuje inverso físico desprende la capa de sedimentos acumulada de la superficie de la membrana. La supervisión de la TMP de referencia inmediatamente después de un ciclo de retrolavado es nuestra mejor herramienta de diagnóstico; si la TMP posterior al retrolavado aumenta de manera constante con el tiempo, es una señal clara de que la limpieza física ya no es suficiente y se requiere una intervención química.
Limpieza química: Protocolos de CIP para incrustaciones orgánicas frente a inorgánicas
Cuando el lavado físico ya no logra restablecer el flujo deseado, iniciamos un ciclo de limpieza in situ (CIP). Dependiendo de si se trata de una limpieza de mantenimiento (baja concentración, alta frecuencia) o de una limpieza de recuperación (alta concentración, baja frecuencia), los productos químicos que utilizamos se dirigen a dos tipos de incrustaciones totalmente diferentes:
Eliminación de incrustaciones orgánicas y biológicas
-
El producto químico: Hipoclorito de sodio ($NaOCl$).
-
El proceso: Las sustancias poliméricas extracelulares (EPS) y las biopelículas bacterianas vivas forman una capa pegajosa que adhiere los sedimentos a la membrana. Utilizamos un lavado con cloro para eliminar químicamente esta matriz orgánica. Es fundamental garantizar la concentración adecuada de cloro libre y el tiempo de remojo para disolver completamente la capa biológica sin sobrepasar los límites de tolerancia química de una membrana polimérica.
Eliminación de incrustaciones minerales
-
El producto químico: Ácido cítrico o ácidos inorgánicos diluidos (como $HCl$).
-
El proceso: Si sus aguas residuales industriales presentan una dureza elevada, o si está dosificando coagulantes como el cloruro férrico o el alumbre en las etapas previas, se producirán precipitaciones de minerales en las membranas. Esto genera una capa mineral dura y costrosa que el cloro no puede eliminar. Un lavado ácido reduce el pH local, disolviendo el carbonato de calcio, los precipitados de hierro y otras sales inorgánicas, lo que restaura por completo la permeabilidad estructural de la membrana.
Aplicaciones industriales y optimización del agua de alimentación para ósmosis inversa
Dado que el sistema MBR ofrece una calidad excepcional del efluente en un espacio mínimo, se ha convertido en la solución de referencia para proyectos de reutilización de agua que plantean grandes retos. Según mi experiencia, mientras que un sistema estándar falla ante picos de toxicidad o requisitos estrictos de reutilización, un sistema MBR bien diseñado da excelentes resultados.
Implementamos sistemas MBR principalmente en tres aplicaciones de alto riesgo:
Recuperación de agua municipal en zonas con limitaciones de espacio
A medida que las zonas urbanas se expanden y los costos del agua dulce aumentan, las plantas municipales se están transformando en gran medida en centros de recuperación de agua. En regiones densamente pobladas, donde la adquisición de más terrenos para construir clarificadores por gravedad a gran escala resulta económicamente inviable, la tecnología MBR es una solución vital.
El sistema se adapta perfectamente a los espacios disponibles y produce agua lo suficientemente limpia como para su reutilización inmediata con fines no potables. Es habitual que las aguas residuales tratadas mediante MBR se destinen directamente a redes de riego urbano, parques públicos, torres de refrigeración industriales y sistemas de descarga de inodoros comerciales, cumpliendo plenamente con las normas de vertido microbiano más estrictas del mundo.
Aguas residuales industriales de alta concentración y biodegradación compleja
Las aguas residuales industriales procedentes de plantas químicas, instalaciones farmacéuticas y fabricantes de plaguicidas son notoriamente difíciles de tratar. Estos flujos contienen compuestos orgánicos persistentes, herbicidas agresivos y toxinas complejas que acabarían con la biología de un sistema convencional.
Dado que el sistema MBR utiliza una barrera de membrana física, desvincula el tiempo de retención de lodos (SRT) del caudal hidráulico. Esto nos permite mantener una edad de lodos excepcionalmente alta sin perder biomasa. Este SRT prolongado fomenta una comunidad microbiana altamente especializada, de crecimiento lento y diversa. Estas bacterias especializadas desarrollan las enzimas específicas necesarias para descomponer sustancias químicas resistentes y no biodegradables que las plantas de tratamiento de aguas residuales estándar simplemente no pueden digerir.
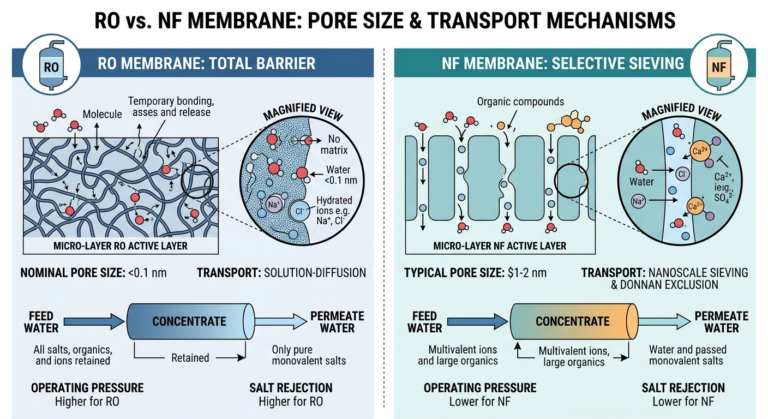
El pretratamiento definitivo para sistemas de ósmosis inversa (RO)
En el caso de las instalaciones que tienen como objetivo la descarga líquida cero (ZLD) o el reciclaje de agua industrial de alta pureza, el MBR rara vez constituye la etapa final. En cambio, lo utilizamos como la última barrera protectora en la fase previa a las redes de ósmosis inversa (RO).
Las membranas de ósmosis inversa son extremadamente sensibles. Si se les suministra agua que contenga incluso una mínima actividad biológica o sólidos en suspensión, se obstruirán, se incrustarán y dejarán de funcionar en cuestión de semanas.
Un sistema MBR cambia por completo el panorama. Al utilizar membranas de ultrafiltración, produce un efluente con un índice de densidad de sedimentos ($SDI_{15}$) que se mantiene constantemente por debajo de 3, junto con una turbidez cercana a cero. El uso de esta agua de alta calidad y libre de partículas en un sistema de ósmosis inversa reduce drásticamente la obstrucción de las membranas de ósmosis inversa, disminuye considerablemente la frecuencia de las limpiezas químicas y prolonga en varios años la vida útil de los costosos elementos de ósmosis inversa.
Diseño de una solución MBR a medida
Cuando se analizan las capacidades de rendimiento de los modernos sistemas de biorreactores de membrana, la propuesta de valor fundamental para las operaciones industriales resulta innegablemente clara. Al eliminar el clarificador secundario y desacoplar el SRT del HRT, el MBR le permite reducir el espacio físico de su planta de tratamiento hasta en un 50 % en comparación con las plantas convencionales. Además, dado que estos sistemas se basan en barreras mecánicas precisas en lugar de la sedimentación por gravedad, que es impredecible, se integran perfectamente con los controladores lógicos programables (PLC) modernos y las redes de dosificación química automatizada, lo que reduce drásticamente los costos diarios de mano de obra.
Por qué los paquetes estándar fracasan constantemente
Sin embargo, considerar el MBR como un simple dispositivo «plug-and-play» es la forma más rápida de agotar el presupuesto de operación y mantenimiento. El perfil de las aguas residuales de cada planta es único y está en constante cambio. Un sistema diseñado para una planta municipal de recuperación de agua se ensuciará y fallará de inmediato si se le introducen residuos farmacéuticos de alta salinidad o corrientes químicas a altas temperaturas.
La infraestructura específica de su planta, los picos de demanda química de oxígeno (DQO) entrantes, los costos locales de los productos químicos y los límites de descarga exigen un enfoque de ingeniería equilibrado. Si bien el uso de módulos de membrana y componentes modulares estandarizados permite mantener bajos los costos de capital iniciales, el flujo de proceso circundante debe adaptarse completamente a sus realidades operativas.
Construyamos tu sistema: próximos pasos
Para aprovechar al máximo la vida útil de su inversión y evitar los costos que supone el reemplazo prematuro de las membranas, es necesario realizar una evaluación técnica precisa.
En el caso de corrientes industriales de alta concentración o muy variables, siempre recomiendo iniciar una fase de pruebas piloto estructurada. La puesta en marcha de una unidad piloto a pequeña escala in situ durante unas semanas nos proporciona los datos de campo reales necesarios para determinar los caudales exactos, identificar los riesgos específicos de formación de incrustaciones minerales y establecer las frecuencias exactas de limpieza química antes de que se encargue ni una sola pieza de equipo a escala real.
Si está listo para ampliar su infraestructura actual, hacer que su planta pase a un sistema de descarga líquida cero (ZLD) o necesita un sistema de pretratamiento robusto para sus líneas de ósmosis inversa posteriores, analicemos sus datos actuales sobre el agua. Póngase en contacto hoy mismo para programar una evaluación técnica con nuestro equipo de ingeniería y diseñemos una solución MBR a medida y de alto rendimiento, creada específicamente para su planta.