When Your Boiler Fails, Your Plant Stops. The consequences of inadequate boiler water treatment are severe and expensive: catastrophic tube failures from scale-induced overheating, widespread system corrosion, and dangerous steam carryover that damages downstream turbines or process equipment. The resulting unplanned downtime can cost hundreds of thousands per day.
Protecting this critical asset requires a foundational approach focused on chemistry, control, and consistency. This guide breaks down the three non-negotiable keys to a boiler water treatment program that ensures safety, maximizes fuel efficiency, and extends asset life for decades.

Key 1: Internal Chemical Conditioning – Precision Control of Scale & Corrosion
Inside the high-pressure, high-temperature environment of a boiler, water chemistry must be meticulously controlled. The goals are to keep heat transfer surfaces clean and metal protected.
-
Scale Prevention: Hardness ions (calcium, magnesium) must be removed externally (via softening or RO) and kept in solution internally using precipitation inhibitors (e.g., phosphonates, polymers) that allow harmless sludge to form, which is then removed via blowdown.
-
Oxygen Scavenging: Dissolved oxygen is a potent corrosive agent. Chemicals like sodium sulfite or hydrazine (where permitted) are fed to chemically remove all traces of oxygen, preventing pitting corrosion.
-
Alkalinity & pH Control: Maintaining a sufficiently alkaline pH (typically 10.5-11.5 in the boiler water) is critical to form a stable, protective magnetite layer (Fe₃O₄) on steel surfaces and prevent acidic corrosion.
Key 2: External Feedwater Pretreatment – Protecting the Boiler from Ingress
The first line of defense is treating water before it enters the boiler. A robust boiler water treatment program starts here.
-
Softening or Demineralization: Removing hardness ions via ion exchange softeners or reverse osmosis is the most effective way to prevent scale. This reduces the burden on internal chemicals.
-
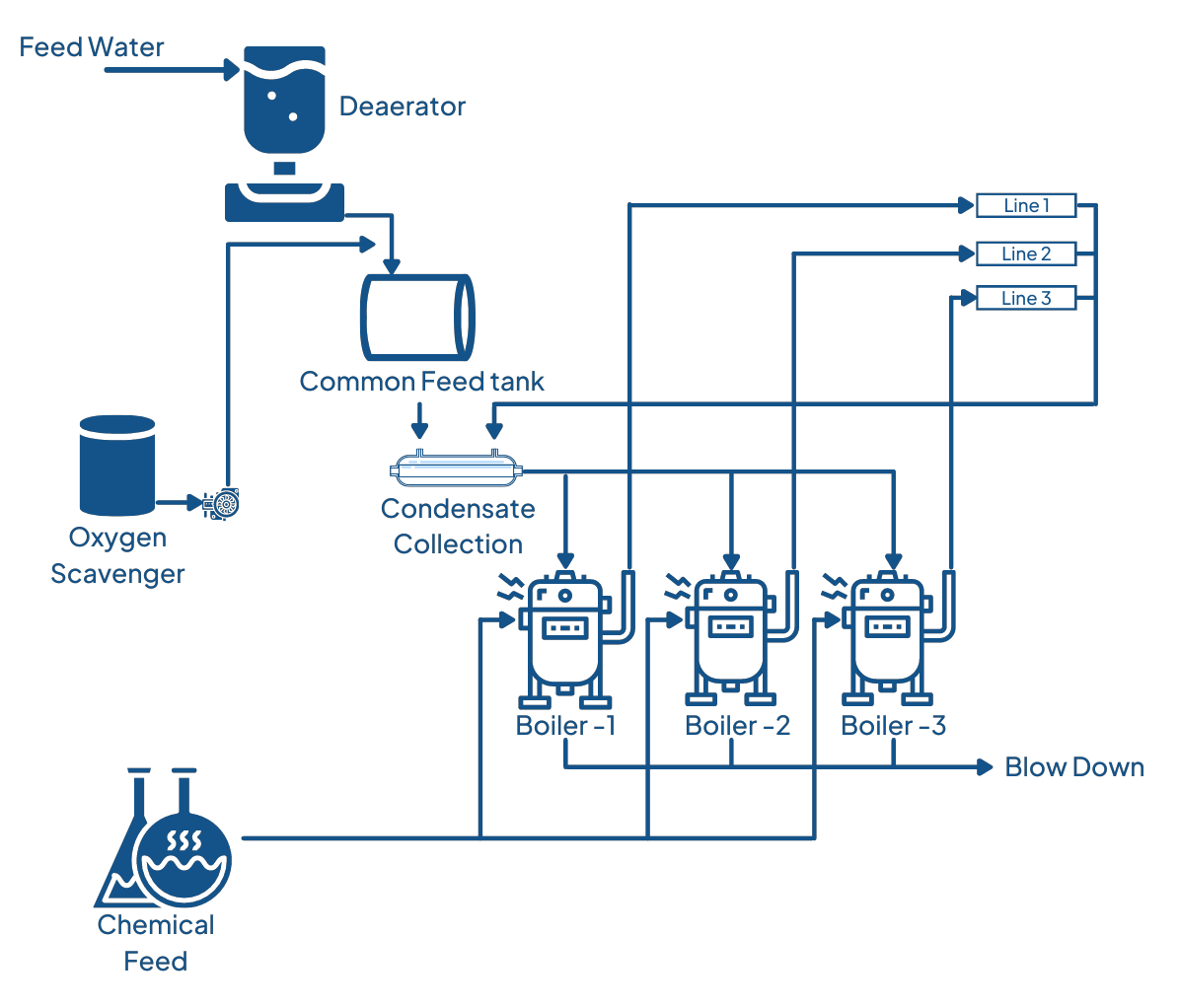
Deaeration (Mechanical & Chemical): A properly functioning deaerator heats feedwater to drive off most dissolved oxygen and CO₂. This is a critical mechanical step that drastically reduces the demand for chemical oxygen scavengers.
-
Condensate Return Line Protection: Returned condensate is valuable hot water but can be acidic and corrosive. Volatile amines (e.g., morpholine, cyclohexylamine) are used to neutralize carbonic acid and form a protective film throughout the condensate system.
Key 3: Rigorous Control, Blowdown Management & Steam Purity Assurance
Precise control and disciplined operation are what bind the chemistry and pretreatment together.
-
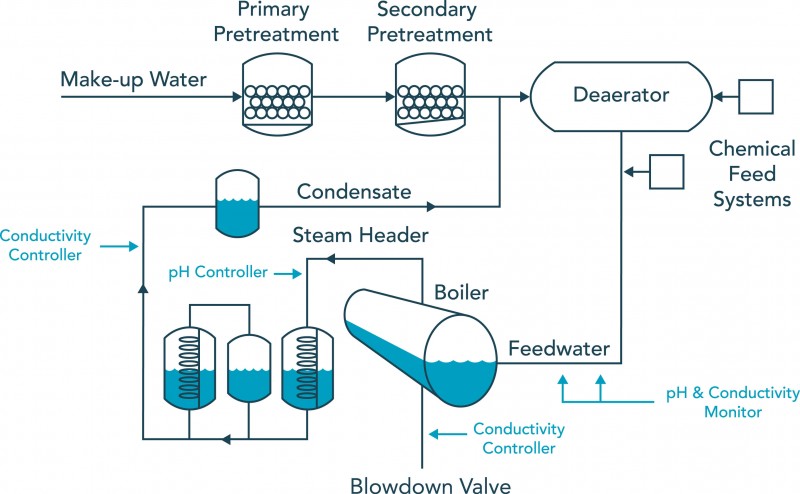
Continuous Monitoring & Automated Control: Modern systems use online sensors for pH, conductivity, and oxygen levels to provide real-time data and automate chemical feed pumps for unwavering control.
-
Optimized Blowdown Management: Bottom blowdown removes settled sludge; surface (skimmer) blowdown controls total dissolved solids (TDS) in the boiler. Automated TDS-controlled blowdown maximizes efficiency by minimizing heat and water loss while maintaining safe limits.
-
Ensuring Steam Purity: “Carryover” of boiler water droplets into steam is disastrous. Monitoring for sodium or silica in the steam is the gold standard for detecting carryover, which is often caused by high alkalinity, TDS, or organic contaminants like foaming agents.
Expert Insight: “The single most predictive test for boiler health is regular iron testing in the boiler water. A rising iron level is the earliest warning sign of active corrosion, often appearing long before a failure. Integrating this simple test into your boiler water treatment monitoring can prevent catastrophic tube bursts.” – Molewater System Chief Chemist.
 Conclusion: An Engineering Discipline, Not a Chemical Commodity
Conclusion: An Engineering Discipline, Not a Chemical Commodity
Effective boiler water treatment is a critical engineering discipline that directly impacts safety, energy consumption, and asset life. Viewing it as a mere chemical purchase is a profound risk. A holistic program that integrates external pretreatment, precise internal chemistry, and intelligent control delivers measurable ROI through fuel savings, reduced maintenance, and uninterrupted production.
Molewater System provides engineered treatment solutions for industrial steam systems. We deliver the technology, 24/7 monitoring support, and expert oversight to ensure your boiler operates at peak performance and safety.
Secure your steam generation assets.
Download our “Boiler System Risk Assessment Guide” to evaluate your current program.
Schedule a boiler efficiency consultation with our steam specialists.