

Antes de profundizar en el valor, es importante entender qué es un descalcificador De hecho, sí. El agua dura contiene altas concentraciones de calcio y magnesio. Aunque no es perjudicial para la salud, estos minerales son perjudiciales para las tuberías.
El problema de las “incrustaciones” causadas por el agua dura”
Cuando el agua dura se calienta, forma un depósito muy duro conocido como incrustación. Esta incrustación actúa como aislante en el calentador de agua, lo que hace que tenga que trabajar el doble para producir la misma cantidad de calor. Al instalar un descalcificador, eliminas por completo esta acumulación.
¿Vale la pena tener un descalcificador industrial ¿Está instalado en su planta de fabricación? Para los directores de planta y los ingenieros, la calidad del agua no es solo una cuestión de servicios públicos, sino un factor crítico para el tiempo de actividad operativa y la vida útil de los equipos. El agua dura es el “asesino silencioso” de los sistemas de refrigeración industriales, las calderas y la maquinaria de alta precisión.
Como fabricante líder en el sector del tratamiento de aguas, hemos comprobado cómo un sistema de alta capacidad descalcificador puede mejorar los resultados financieros de una instalación. En esta guía completa, analizamos por qué invertir en tecnología de descalcificación de grado industrial es una decisión financiera estratégica para cualquier empresa que dependa del agua.
1. ¿Qué es un ablandador de agua industrial y cómo funciona?
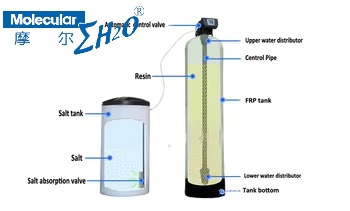
Un descalcificador industrial es un sistema especializado de intercambio iónico diseñado para manejar caudales elevados y funcionar de manera continua. A diferencia de las unidades residenciales, estos sistemas están diseñados para la eliminación “intensiva” de minerales, centrándose en el calcio (Ca2+) y magnesio (Mg2+) iones que provocan la formación de incrustaciones destructivas.
En un entorno industrial, el descalcificador utiliza resina catiónica de alta calidad. Cuando el agua dura pasa a través del lecho de resina, los iones de dureza son capturados y sustituidos por iones de sodio. Este proceso es esencial para proteger los equipos situados aguas abajo de los efectos devastadores de la “cal”.”

2. Reducción drástica del consumo de energía
Una de las principales razones por las que un descalcificador industrial merece la pena la inversión es la eficiencia energética. En las calderas, incluso una fina capa de incrustaciones actúa como un aislante extremadamente eficaz.
-
Pérdida por transferencia de calor: Simplemente 1,6 mm La acumulación de cal puede aumentar el consumo de energía en De 12% a 15%.
-
Huella de carbono: Al mantener limpias las superficies de transferencia de calor con un descalcificador, las plantas pueden reducir significativamente su $CO_2$ emisiones y consumo de combustible.
-
Recuperación de costos: En el caso de una caldera de vapor a gran escala, el ahorro en combustible suele bastar por sí solo para cubrir el costo de la descalcificador industrial durante los primeros 12 meses.
3. Prolongar la vida útil de las infraestructuras críticas
Los equipos industriales, como los intercambiadores de calor, las torres de enfriamiento y las membranas de ósmosis inversa, son activos fijos costosos. El agua dura es su principal enemigo.
-
Protección de la caldera: Sin un descalcificador, las incrustaciones provocan un sobrecalentamiento localizado, lo que da lugar a fallas en los tubos y a peligrosos “puntos calientes”.”
-
Eficiencia de las torres de refrigeración: El agua blanda evita la formación de incrustaciones en el sistema de llenado y en los eliminadores de gotas, lo que permite mantener la capacidad de enfriamiento prevista.
-
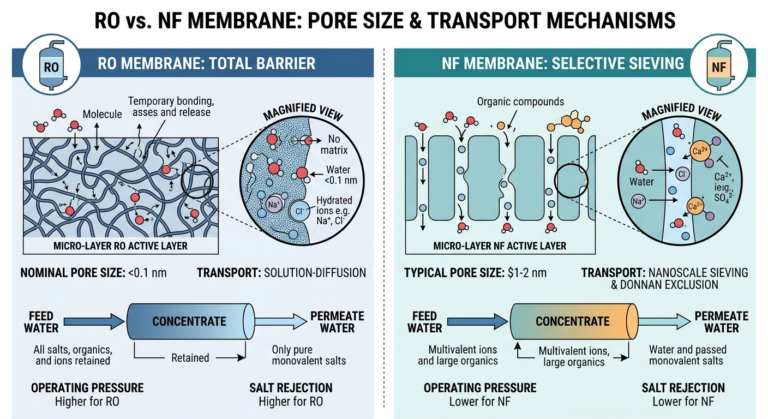
Pretratamiento por membrana: Si utiliza ósmosis inversa (RO), un descalcificador industrial es el mejor tratamiento previo para evitar la formación de incrustaciones en la membrana, cuya sustitución puede resultar hasta 10 veces más costosa que la de la resina.

4. Reducción al mínimo del tiempo de inactividad y los costos de mantenimiento
En la industria manufacturera moderna, el tiempo de inactividad es el mayor gasto. Un descalcificador industrial garantiza que su línea de producción no se detenga por descalcificaciones inesperadas o reparaciones en las tuberías.
-
Regeneración automática: Los sistemas de calidad profesional cuentan con depósitos “dobles alternantes”. Esto garantiza que un depósito esté siempre en funcionamiento mientras el otro se regenera, lo que proporciona Agua blanda las 24 horas del día, los 7 días de la semana sin interrupciones.
-
Ahorro en productos químicos: En las industrias de lavandería, procesamiento de alimentos o textil, un descalcificador reduce la necesidad de costosos productos antical y productos químicos de limpieza hasta en un 40%.

5. Garantizar la calidad y la uniformidad del producto
En muchos sectores, la composición química del agua influye directamente en el producto final. A descalcificador es esencial para:
-
Alimentación y bebidas: Evitar los sabores extraños y garantizar una textura uniforme.
-
Productos farmacéuticos: Proporcionar una referencia estable para los sistemas de agua purificada (PW).
-
Textil y tintorería: Garantizar una absorción uniforme del color y evitar las manchas de minerales en los tejidos.
Comparación: Agua dura industrial frente a. Agua descalcificada
| Factor operativo | Agua dura (sin filtrar) | Agua descalcada (industrial) |
| Costos del combustible para la caldera | 10–25% Superior | Eficiencia optimizada |
| Vida útil del equipo | 30%: más corto debido a la corrosión | Vida útil máxima |
| Uso de productos químicos | Alta (se requieren agentes antiescalantes) | Mínimo (rentable) |
| Frecuencia de mantenimiento | Frecuente (limpieza con ácido) | Programadas (revisiones de rutina) |
| Tiempo de actividad | Fallos impredecibles | Funcionamiento continuo |