The Game-Changing Truth About Boiler Feed Water Purity (Boiler Feed Water)
If you’re running a high-pressure steam operation, you know the constant tension between peak efficiency and avoiding catastrophic failures. You’ve likely tried different chemical programs, but still face corrosion, scaling, and the dreaded unscheduled outage. The secret to bridging this gap isn’t in adding more chemicals; it’s in achieving guaranteed purity through comprehensive Boiler Feed Water preparation.
We’re sharing the exact methodology used by master operators to bypass common problems and extend boiler life by 2X. This isn’t just about prolonging equipment life; it’s about unlocking energy savings and ensuring consistent, perfect steam quality.
Master the 5 Steps to Guaranteed Boiler Feed Water Purity
To achieve the ultra-pure water required for zero-defect boiler operations, you must follow these 5 essential steps sequentially. Ignoring even one step can compromise the entire chain of Boiler Feed Water quality control:
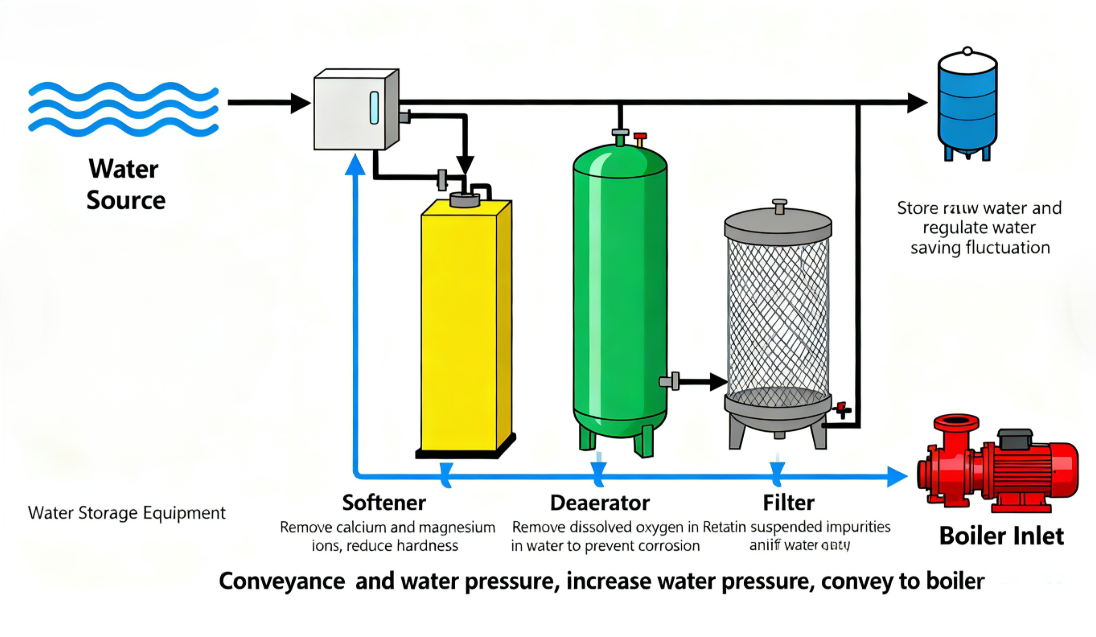
Step 1: Raw Water Pre-Treatment and Filtration
Before any serious purification begins, you must remove large suspended solids and chlorine. Utilizing technologies like multi-media filters and activated carbon filters will protect the more delicate membranes and resins in the later stages. Think of this as the critical foundation of your entire Boiler Feed Water process.
Step 2: Hardness Removal (Softening)
This is the non-negotiable step. Using ion exchange softening is absolutely necessary to remove calcium and magnesium ions. Failure here leads to immediate, severe scaling on boiler tubes. While fundamental, this step is merely preparatory; it does not achieve Boiler Feed Water purity alone.
Step 3: Primary Dissolved Solids Reduction (RO/Demineralization)
This is where the magic happens. High-pressure systems require total dissolved solids (TDS) and silica levels near zero. Only Reverse Osmosis (RO) or a robust two-bed demineralization system can achieve this goal. Choosing the superior option here dictates the operational cost and final purity of your Boiler Feed Water.
Step 4: Post-Treatment Polishing
For the highest purity standards (typically required for pressures above 600 PSI), you need a polishing step, usually a Mixed-Bed Deionizer. This stage is designed to “catch” any residual ions that slipped past the primary reduction phase, driving conductivity down to its absolute lowest level. This is your insurance policy for guaranteed asset protection.
Step 5: Deaeration and Final Dosing
No matter how pure the water is, oxygen will destroy your system. The final step involves thermal or vacuum Deaeration to drive Dissolved Oxygen (DO) below 7 ppb. After this, only minimal chemical dosing (oxygen scavengers, pH buffers) should be introduced. For further information on the necessity of deaeration, consult the official guidance from ASME regarding best practices in boiler operation.
The ROI: How Mastering Purity Extends Life by 2X
English: Why go through 5 steps? Because the return on investment (ROI) is undeniable. By achieving guaranteed purity in your Boiler Feed Water, you eliminate the root causes of corrosion and scaling, which are the two biggest factors that degrade boiler materials. This translates directly to:
-
2X Longer Boiler Life: Less thermal stress and chemical attack means your tubes last years longer.
-
15%+ Energy Savings: Ultra-pure water drastically reduces the need for blowdown, saving you thousands in wasted heat and water.
-
Zero Unplanned Downtime: Consistent purity equals consistent performance, virtually eliminating emergency tube replacement costs.
Beyond the immediate savings, adopting this Boiler Feed Water strategy is a critical move for long-term operational resilience. It shifts your maintenance approach from reactive (fixing failures) to proactive (preventing them). When you master these purity steps, your plant gains a competitive edge: you meet stringent environmental discharge limits with less effort, and your entire steam loop operates with predictable, high-level efficiency. This consistent performance ultimately secures your production schedule and protects your brand reputation against supply chain disruptions. This level of confidence is priceless in today’s demanding industrial landscape.