I. Core Concepts: What Are Reverse Osmosis (RO) and Nanofiltration (NF)?
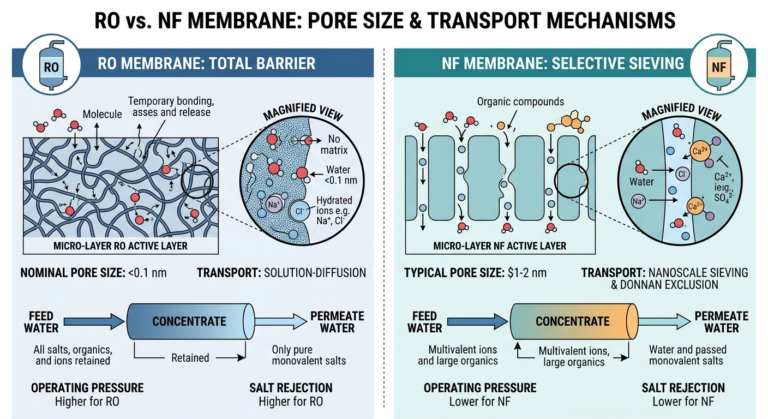
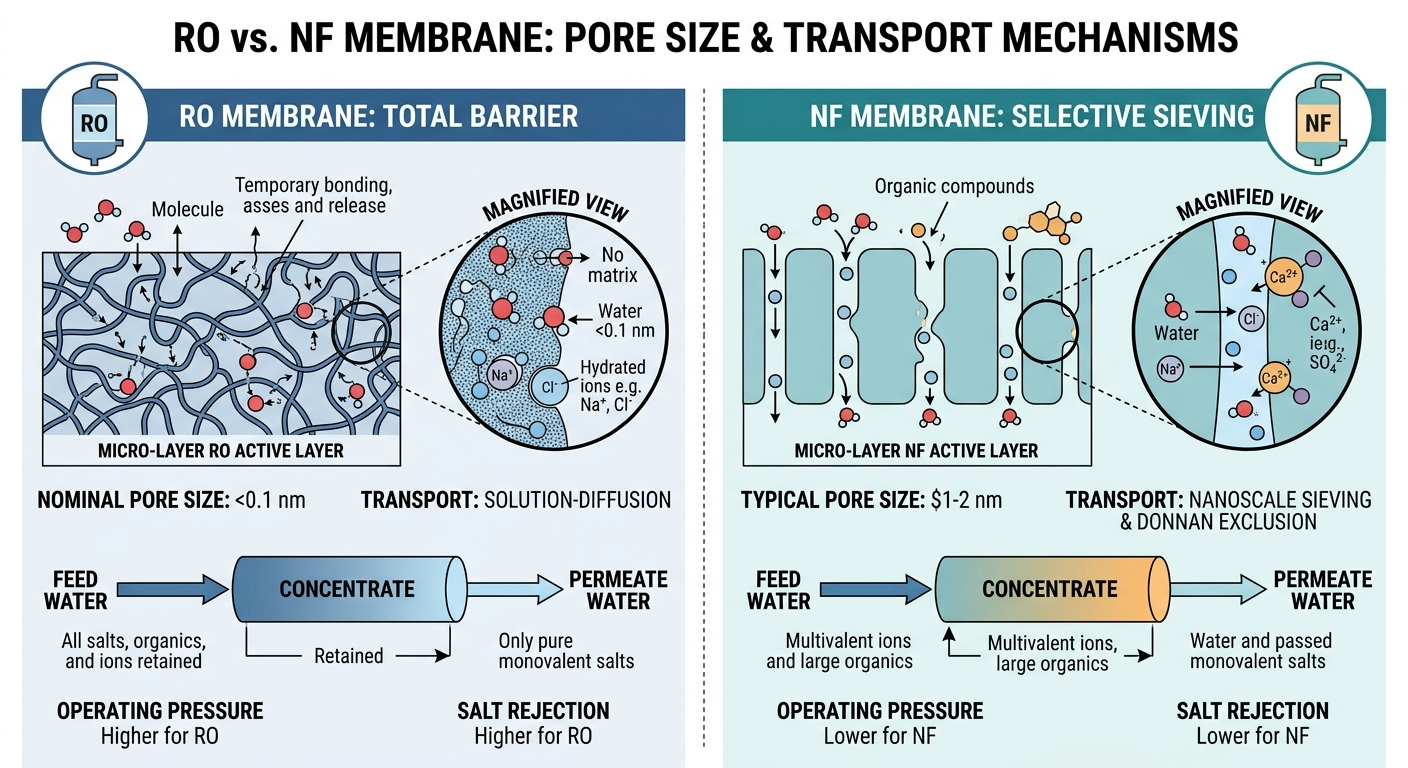
In pressure-driven membrane separation, both Reverse Osmosis (RO) and Nanofiltration (NF) serve as critical cross-flow filtration technologies. While they share similar element configurations and system housings, their cross-linked active layers present distinct microscopic structures and separation mechanisms.
Reverse Osmosis (RO) Introduction
Reverse Osmosis represents the tightest commercial liquid filtration technology available. RO elements typically utilize a dense polyamide thin-film composite (TFC) chemistry. The active top layer of the membrane is structurally non-porous at a microscopic level, meaning mass transfer relies on a solution-diffusion mechanism rather than physical pore passage.
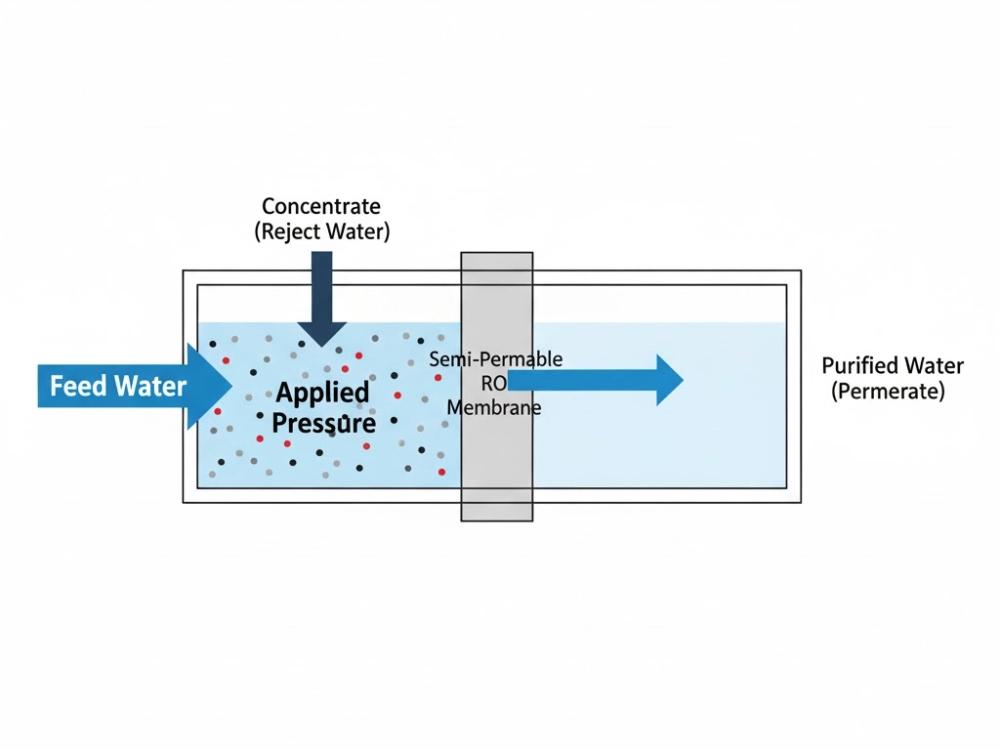
During operation, feed pressure must overcome the natural osmotic pressure of the solution. This forces water molecules through the dense polyamide polymer matrix while leaving the vast majority of dissolved solutes behind in the retentate stream.
RO operates on a principle of absolute rejection: it filters out almost everything except pure water molecules. The technical parameters of this absolute barrier include:
-
Molecular Weight Cut-Off (MWCO): Typically below 100 Da.
-
Rejection Spectrum: Non-selective retention of monovalent single-charged ions Na^+, Cl-, divalent multi-charged ions Ca2+, Mg2+, SO4), heavy metals, bacteria, viruses, and low-molecular-weight organic compounds.
-
Desalination Rate: Industrial-grade RO elements deliver standard single-element salt rejection rates between 99.2% and 99.7%. This makes RO the standard for ultrapure water production, boiler feed water preparation, and seawater desalination where a zero-solute permeate is required.
Nanofiltration (NF) Introduction

Nanofiltration bridges the gap between Ultrafiltration (UF) and conventional Reverse Osmosis. Because its nominal pore size and molecular weight cut-off are slightly larger than a standard RO membrane, it is frequently classified in industrial engineering as “Loose RO.” Nanofiltration membranes feature a nominal pore size ranging from $1 \text{ nm}$ to $2 \text{ nm}$, corresponding to an MWCO between $100 \text{ Da}$ and $1000 \text{ Da}$.
Unlike RO, which depends strictly on physical exclusion and diffusion limits, NF functions via a dual-separation mechanism that combines physical sieving with a distinct charge selectivity.
Commercial NF active layers carry permanent electrical charges—typically net-negative under standard operational pH ranges. This surface chemistry alters how the membrane interacts with dissolved ions:
-
Steric Hindrance (Physical Sieving): Direct mechanical blocking of organics, macromolecules, and colloids that exceed the membrane’s MWCO framework.
-
Donnan Exclusion (Electrostatic Repulsion): The fixed negative charges on the membrane surface strongly repel multivalent anions such as sulfate ($\text{SO}_4^{2-}$) and carbonate ($\text{CO}_3^{2-}$). This charge interaction yields a rejection rate of $95\%$ to $98\%$ or higher for divalent and multivalent salts.
Concurrently, because this electrostatic repulsion is significantly weaker against single-charged monovalent ions ($\text{Na}^+, \text{Cl}^-$), and because the polymer matrix is structurally more open than RO, a substantial fraction of monovalent salts passes directly through the membrane along with the permeate water.
This specific ability to reject multivalent salts while permitting the passage of monovalent salts gives nanofiltration its fractionation and selective separation capabilities. It allows process engineers to separate different species of salts rather than consolidating them into a mixed waste stream, providing a clear technical advantage in industrial high-salt wastewater recycling, water softening, and targeted process stream purification.
II. Technical Breakdown: 4 Core Differences Between NF and RO
To select the correct membrane separation technology, system designers must look at the physical and chemical differences at the molecular level. While both technologies utilize cross-flow filtration, their membrane structures and operational demands diverge significantly.
1. Pore Size and Physical Structure
The most fundamental difference between these two technologies lies in the density of their active separation layers.
-
RO Membranes: Reverse Osmosis membranes have a virtually non-porous structure. The nominal pore size is less than 0.1 nm, which is smaller than the hydrated radius of most ions. Transport across an RO membrane does not occur via physical channels but rather through the temporary breaking and reforming of hydrogen bonds within the polymer matrix (solution-diffusion).
-
NF Membranes: Nanofiltration membranes feature a distinct, slightly open physical pore network. The typical pore size ranges from 1nm to 2 nm. This structural gap allows the membrane to function as a nanoscale sieve, allowing small neutral molecules and specific single-charged ions to pass through while physically blocking larger compounds.
2. Operating Pressure and Energy Consumption
Because of its open pore structure, Nanofiltration is frequently referred to in engineering specifications as “Low-Pressure Reverse Osmosis.”
-
RO Systems: To force water through a non-porous RO matrix and overcome the high osmotic pressure exerted by fully retained salts, high-pressure pumps are required. The typical operating pressure for industrial RO ranges from 1.5to 7.0MPa(15to 70bar), and can go significantly higher in seawater or high-salinity applications. This high pressure demands substantial electrical power.
-
NF Systems: Because NF allows monovalent salts to pass through the membrane, the osmotic pressure differential between the feed and permeate sides remains remarkably low. Consequently, the typical operating pressure for NF drops to 0.3to 1.5 MPa(3to 15 bar. Operating an NF system under identical feed TDS conditions requires 30% to 50% less energy than an RO system, significantly reducing annual operational expenditure (OPEX).
3. The “Divide” in Salt Rejection Efficiency
The true operational divergence between NF and RO is visible when comparing their rejection rates for different ionic species.
-
Monovalent Salts: RO membranes maintain a strict, non-selective rejection profile of >99.5% for sodium chloride. NF membranes, however, exhibit a highly variable and selective rejection of monovalent salts, typically ranging from 20% to 80%. This allows the majority of NaCl to pass straight into the permeate.
-
Divalent and Multivalent Salts (e.g., MgSO4, Ca2): Both membranes are highly efficient at blocking multivalent ions. RO blocks them completely at > 99.5%, while NF achieves an engineered rejection rate of > 95%.
This variation creates a chemical fractionation capability: NF isolates multivalent salts in the concentrate stream while keeping monovalent salts in the permeate stream.
4. Membrane Surface Charge Characteristics
Beyond physical pore size, the separation capabilities of Nanofiltration are heavily dictated by its surface chemistry.
-
RO Membranes: While RO membranes may carry a slight negative charge due to residual unreacted carboxylic acid groups from the polymerization process, their primary separation mechanism remains physical hindrance and solution-diffusion. Charge interaction plays a secondary role.
-
NF Membranes: Commercial NF membranes are manufactured to carry a permanent, highly dense negative surface charge under standard operational pH levels. This design activates Donnan Exclusion (the Donnan Equilibrium Effect).
When process water contacts the NF membrane, the dense negative charge on the active layer exerts a strong electrostatic repulsion against multivalent anions like sulfate SO4. To maintain electrical neutrality in the solution, the corresponding cations (like Mg2or Na) are held back alongside the anions, regardless of their individual size. Conversely, single-charged anions Cl experience much weaker repulsion, allowing them to pass through the physical pores along with their counter-ions.
III. Financial Audit: Why Nanofiltration Lowers OPEX and Minimizes Total Costs
When evaluating membrane technologies, looking only at the initial capital expenditure (CAPEX) misses the larger financial picture. The long-term operational expenditure (OPEX) determines the true return on investment (ROI). The economic advantage of Nanofiltration over Reverse Osmosis is driven by energy reduction, optimized pre-treatment, and chemical savings.
1. Power Consumption and Electricity Savings (The OPEX Core)
The primary driver of OPEX in any membrane plant is the electricity required to run the high-pressure feed pumps. Because RO membranes reject all dissolved solids, the system must overcome high osmotic pressure, especially when treating high-TDS (Total Dissolved Solids) wastewater.
Because NF allows monovalent salts ($\text{NaCl}$) to pass through the membrane matrix, the osmotic pressure differential between the feed and permeate sides remains low.
-
Direct Impact: Lower osmotic pressure means the system requires a much lower net driving pressure (NDP).
-
Quantifiable Energy Savings: When processing feed water with equivalent salinity, an NF system operates at significantly lower pressure metrics than an RO system. This reduction in required pump head lowers high-pressure pump motor sizing, translating directly into a 30% to 50% savings in electricity consumption per cubic meter of treated water. For a facility running continuously 24/7), this power reduction significantly alters the annual plant utility budget.
2. Capital Expenditure (CAPEX) vs. System Lifespan
A fair cost analysis must balance energy savings against the initial investment for the membrane elements themselves.
-
Initial Element Cost: On a per-element basis, specialty Nanofiltration membranes can carry a higher initial price tag than standard, mass-produced brackish water RO elements. This is due to the complex, multi-layered chemical coating processes required to establish specific surface charges.
-
Flux and Footprint Optimization: However, NF membranes typically exhibit a higher specific water permeability (higher flux rate) than standard RO membranes at lower pressures. This higher throughput per square meter means that for identical capacity requirements, an NF system may require fewer membrane elements and pressure vessels, offsetting the higher individual element cost and reducing the physical footprint of the skid.
3. Chemical Consumption and Maintenance Costs
Downstream and upstream chemical costs frequently dictate the viability of a water treatment project.
-
Simplifying Pre-treatment: In many industrial configurations, an RO system requires an extensive upstream softening pre-treatment system (such as lime softening or ion exchange) to completely strip divalent scale-formers like calcium and magnesium. Without this, the RO elements foul rapidly. Because NF natively rejects more than 95% of these hardness ions while allowing monovalent salts to pass, an NF system can often eliminate or downsize expensive upstream softening systems, saving on bulk chemical regenerants and salt consumption.
-
Reduced Antiscalant and CIP Expense: In RO systems, concentrating all ions simultaneously accelerates the localized precipitation of scaling compounds ($\text{CaCO}_3$, $\text{CaSO}_4$) on the membrane surface, requiring continuous antiscalant dosing and frequent clean-in-place (CIP) interventions. The unique charge-repulsion mechanism of NF slows down this scale formation. This reduces antiscalant consumption, lowers chemical cleaning frequencies, and extends the operational lifespan of the membrane elements.
IV. Application Scenarios: When Does Nanofiltration Deliver Higher ROI Than RO?
To maximize project profitability, engineers must align membrane capabilities with specific water chemistry goals. Deploying a Reverse Osmosis system in an application where Nanofiltration is better suited leads to over-engineering, unnecessary power usage, and inflated operating budgets.
The following three industrial scenarios demonstrate where Nanofiltration delivers a clear economic and technical advantage over RO.
1. Surface Water and Groundwater Softening
-
The Facility Challenge: Many municipal and industrial facilities utilize groundwater or surface water sources characterized by high total hardness. This causes severe scaling in downstream piping, cooling towers, and heat exchangers. However, the process does not require high-purity demineralized water; lowering the hardness parameters is the sole target.
-
The NF Advantage: Implementing an RO system here is inefficient. RO removes all mineral content, creating highly aggressive permeate water that requires post-treatment re-mineralization to prevent pipe corrosion.
Nanofiltration serves as an ideal choice for direct softening. It precisely targets and rejects more than $95\%$ of divalent hardness ions ($\text{Ca}^{2+}$ and $\text{Mg}^{2+}$) while allowing a controlled percentage of monovalent background minerals ($\text{Na}^+$, $\text{Cl}^-$) to pass through. This partial desalination lowers the osmotic pressure threshold, allowing the system to run at a fraction of the operating pressure required by RO. The plant resolves its scaling vulnerabilities while avoiding the steep energy penalties of total desalination.
2. Industrial Wastewater Recycling and Zero Liquid Discharge (ZLD)
-
The Facility Challenge: In high-salinity industrial wastewater plants (such as textile dyeing, petrochemical, or coal chemical facilities), effluent streams contain high Chemical Oxygen Demand (COD) mixed with high concentrations of dissolved salts. Forcing this complex mixture directly into an RO system causes extreme organic fouling. Furthermore, when this stream reaches thermal evaporators at the end of a ZLD loop, it crystallizes into an unusable, mixed hazardous waste salt that carries high disposal costs.
-
The NF Advantage: Nanofiltration acts as a critical separation engine in modern wastewater recovery. It splits the waste stream via two distinct pathways:
-
Organics Retention: NF retains high-molecular-weight organic fractions (COD) and color molecules in a concentrated volume, protecting downstream systems.
-
Salt Fractionation: NF splits monovalent and divalent salts (specifically separating sodium chloride [NaCl] from sodium sulfate Na2, SO4.
-
By allowing the monovalent {NaCl} brine to pass into the permeate while concentrating the divalent {Na}_2\{SO}_4 in the retentate, the plant can independently recover and reuse these salts within production lines. This effective fractionation reduces total hazardous waste volumes and lowers the thermal load and energy footprint of downstream evaporation crystallizers.
3. Material Concentration and Purification (Food, Beverage, and Pharma)
-
The Facility Challenge: Process streams in the pharmaceutical, biotechnology, and food processing sectors frequently contain high-value target products—such as antibiotics, amino acids, peptides, or oligosaccharides—that are contaminated with small-molecule mineral salts. The production objective requires concentrating these organic molecules while washing out the salt impurities (diafiltration).
-
The NF Advantage: Using RO for material concentration forces both the target product and the background salts into the same concentrate stream, failing to achieve purification.
Because the Molecular Weight Cut-Off (MWCO) of an NF membrane ranges from 100 to 1000 Da, it retains the larger target organic molecules while allowing single-charge inorganic salts to freely pass through the membrane matrix alongside water. This allows for simultaneous concentration and desalting (diafiltration) in a single step without phase changes. Because the process operates at ambient temperatures and lower pressures than RO, it prevents thermal degradation of heat-sensitive biological products while reducing utility expenses.
V. Decision Matrix: Choose Between NF and RO in One Minute
To streamline your system engineering process, use this rapid evaluation framework to determine whether your application requires the absolute barrier of Reverse Osmosis or the selective efficiency of Nanofiltration.
Hard Criteria for Selecting Reverse Osmosis (RO)
You must select an RO system if your process involves any of the following stringent operational mandates:
-
Ultra-Low Permeate Conductivity Requirements: Your downstream processes demand high-purity water with near-zero ion tolerance. Typical applications include boiler feed water for power plants, semiconductor ultrapure water (UPW) loops, or pharmaceutical-grade water production.
-
Mandatory Removal of Monovalent Salts: Your process cannot tolerate the presence of sodium chloride ($\text{NaCl}$) or other single-charge ions in the product water stream, requiring an absolute barrier with a rejection profile exceeding $99\%$.
-
High-TDS Bulk Desalination: The primary source water is seawater, highly brackish groundwater, or heavily concentrated industrial brine where non-selective volume reduction and total salt rejection are the primary targets.
Optimal Scenarios for Selecting Nanofiltration (NF)
Nanofiltration represents the higher ROI choice if your project profile aligns with these resource-saving parameters:
-
Targeted Hardness or Organic Matter Removal: The primary objective is to eliminate multivalent scaling ions ($\text{Ca}^{2+}$, $\text{Mg}^{2+}$, $\text{SO}_4^{2-}$) or to remove color, TOC, and Chemical Oxygen Demand (COD) while allowing background salinity to pass through.
-
Permissible or Intentional Monovalent Passage: Your final product water does not require total demineralization. Retaining a portion of background monovalent minerals is acceptable, or even desirable (such as in drinking water softening or specific chemical diafiltration steps).
-
Strict Long-Term Energy Caps: Reducing operating pressure and lowering high-pressure pump power draw are critical KPIs for the facility’s annual operational budget.
-
Wastewater Resource Recovery and Salt Fractionation: The project involves advanced circular economy loops, where separating different types of industrial salts (e.g., isolating $\text{NaCl}$ from $\text{Na}_2\text{SO}_4$) is required to create recyclable byproduct streams and minimize downstream crystallization costs.
Conclusion & Call to Action
In modern industrial water treatment, maximizing the desalination rate is no longer the definitive metric for system quality. Pursuing high rejection numbers when your process does not strictly require them leads to over-designed setups, high energy bills, and inflated chemical costs.
True process optimization lies in achieving the “ideal rejection profile”—selecting a membrane technology that satisfies your target water quality metrics while minimizing operating pressure. By matching your feed water chemistry with either the absolute barrier of Reverse Osmosis or the selective fractionation of Nanofiltration, your facility can lower energy usage, secure stable flux rates, and maximize long-term return on investment.
Optimize Your Membrane System Today
Are you currently designing a new water reclamation system, experiencing rapid membrane fouling, or struggling with high electricity costs in an existing treatment loop? Don’t let improper membrane selection drain your operational budget.
Contact our application engineers today. Our technical team will review your specific water analysis, evaluate your process targets, and provide a complimentary, data-driven operational cost simulation alongside a customized membrane selection framework tailored to your facility.