Introduction : L'évolution du traitement des eaux usées industrielles
Avec la diminution des réserves d'eau et le durcissement des limites de rejet, le secteur industriel est confronté à un changement radical. Nous ne pouvons plus traiter les eaux usées comme des déchets ; elles sont devenues une ressource essentielle à valoriser. C'est cette urgence qui a poussé Bioréacteur à membrane (MBR) à l'avant-garde de l'ingénierie moderne.

Remplacement du clarificateur secondaire
Pendant des décennies, les boues activées conventionnelles (CAS) ont été la norme en matière de traitement biologique. Cependant, les boues activées conventionnelles reposent entièrement sur la décantation par gravité dans un clarificateur secondaire - un processus connu pour le gonflement des boues, l'encombrement et la qualité irrégulière des effluents.
La technologie MBR élimine ce goulot d'étranglement. En remplaçant le décanteur secondaire par des membranes physiques de microfiltration ou d'ultrafiltration, elle réalise une séparation solide-liquide absolue. Il en résulte une eau cristalline constante, quel que soit le degré de décantation des boues.
Du créneau au courant dominant
Historiquement, le MBR était considéré comme un luxe. Les premières données de l'industrie et les aperçus sur des plateformes telles que Wikipedia montrent qu'il s'agissait d'une alternative de niche, réservée uniquement aux projets à gros budget ou aux contraintes d'espace extrêmes.
Ce n'est plus le cas aujourd'hui. Sous l'effet de la baisse des coûts des membranes et des mandats de rejet liquide nul (ZLD) des entreprises, la technologie MBR a connu une croissance explosive sur le marché. Aujourd'hui, il ne s'agit plus d'une alternative, mais de la norme mondiale en matière de réutilisation des eaux industrielles et de traitement des eaux usées à haute performance.
Configuration du procédé : MBR immergé ou à flux latéral
Lors de la sélection d'un système MBR, la première décision importante concerne la configuration : faut-il immerger les membranes directement dans le bioréacteur ou faire passer la liqueur mixte par une boucle externe ? Les deux conceptions permettent d'atteindre des objectifs de filtration identiques, mais leurs approches mécaniques et leurs coûts d'exploitation sont totalement différents.
BRM submergé (interne) : efficacité sous vide
Dans une configuration immergée, les modules membranaires sont descendus directement dans le réservoir biologique ou dans une cassette membranaire dédiée. Au lieu de pousser l'eau à travers la membrane, nous utilisons une pompe d'aspiration pour créer une pression négative (vide), tirant le perméat propre vers l'extérieur tout en laissant la biomasse derrière.
Pour éviter le colmatage des membranes, nous installons un système d'aération à grosses bulles juste sous les modules. Le courant d'air ascendant constant secoue les fibres de la membrane et élimine les solides accumulés. Il s'agit d'une installation très efficace pour les opérations à grande échelle, car elle consomme relativement peu d'énergie pour l'acheminement de l'eau, bien qu'elle nécessite un nettoyage chimique (in situ CIP) nécessite une manipulation prudente.
MBR à flux latéral (externe) : alimentation par pression
Un système à flux latéral adopte l'approche inverse. Les membranes vivent à l'extérieur du bioréacteur dans un skid autonome. Nous utilisons des pompes de grande capacité pour acheminer la liqueur mixte sous pression depuis le réservoir biologique, à travers la boucle membranaire externe, et vice-versa.
Les systèmes à flux latéral consomment beaucoup plus d'énergie parce qu'ils s'appuient sur une vitesse élevée du flux transversal plutôt que sur des bulles d'air pour décaper les membranes. Cependant, ce que vous perdez en efficacité énergétique, vous le gagnez en simplicité opérationnelle. L'ensemble du système repose sur un sol en béton au niveau des yeux - pas de grue, pas de levage lourd et pas de plongée dans les eaux usées pour l'entretien.
Comparaison tête à tête : Submergée ou à contre-courant
Pour vous aider à peser le pour et le contre, j'ai décomposé les principales différences que nous examinons au cours de la phase de conception de l'usine :
| Fonctionnalité opérationnelle | RBM immergé (interne) | Flux secondaire (externe) MBR |
| Force motrice | Entraînement par le vide (aspiration par pression négative) | Entraînés par la pression (pompes à haute pression) |
| Demande d'énergie | Plus faible (typiquement 0,3 - 0,4 kWh/m³) | Plus élevé (peut dépasser 1,0 - 2,0 kWh/m³) |
| Empreinte | Extrêmement compact | Plus grand (nécessite un espace dédié aux patins) |
| Entretien et nettoyage | Il est nécessaire d'utiliser des équipements de levage lourds ou des grues pour sortir les modules afin de les inspecter. | Une commodité exceptionnelle. Tous les modules sont au niveau du sol et ne nécessitent pas de levage lourd. |
| Décapage des membranes | Aération continue à grosses bulles | Vitesse élevée du fluide en flux croisé |
| L'application la mieux adaptée | Stations d'épuration municipales et industrielles de taille moyenne à grande. | Eaux usées industrielles de faible volume, très concentrées ou toxiques (par exemple, produits chimiques, lixiviat de décharge). |
Science des matériaux : Membranes polymères (PVDF) et céramiques
Le cœur de tout système MBR est le matériau de la membrane elle-même. Le choix du bon matériau détermine non seulement les dépenses d'investissement initiales (CAPEX), mais aussi la fréquence à laquelle votre équipe devra procéder à des nettoyages chimiques, à l'encrassement de la membrane et à des remplacements par la suite.
Pourquoi préférer l'ultrafiltration (UF) à la microfiltration (MF) ?
Dans les applications MBR, nous privilégions presque toujours Ultrafiltration (UF) plus Microfiltration (MF). Bien que les deux puissent techniquement séparer la biomasse de l'eau, les pores de la MF sont plus grands, ce qui les rend très sensibles au colmatage interne des pores causé par les substances polymériques extracellulaires (EPS) et les fines particules colloïdales.
Nous concevons généralement les systèmes autour d'une membrane UF avec un seuil de poids moléculaire (MWCO) de 100 à 200 kDa. Cette structure de pores plus serrée constitue une barrière physique beaucoup plus propre. Comme les contaminants ne peuvent pas pénétrer physiquement dans les pores, tout encrassement reste sur la surface extérieure de la membrane. Cette couche superficielle est beaucoup plus facile à éliminer par un lavage à contre-courant ou un décapage standard, ce qui se traduit par une tendance générale à l'encrassement beaucoup plus faible.
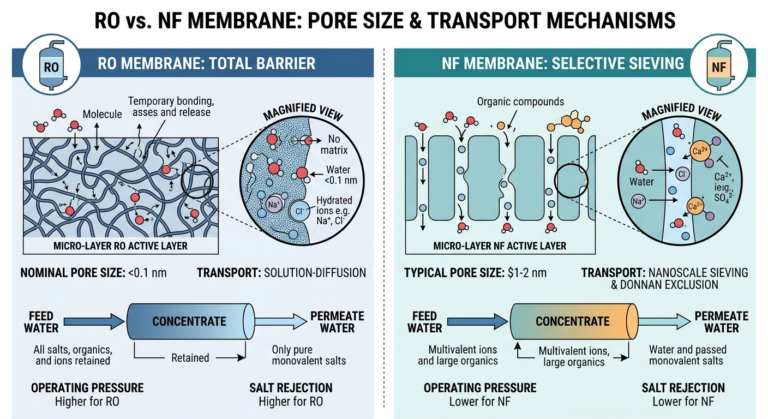
Pourquoi les membranes spiralées sont-elles strictement interdites ?
Avant de comparer les matériaux, il convient de se pencher sur un problème de conception courant : la géométrie de la membrane. Alors que les éléments enroulés en spirale sont la norme pour l'osmose inverse (OI) et les applications d'eau propre, ils sont totalement inutilisables dans un réservoir MBR.
La liqueur mixte des réacteurs MBR contient des quantités massives de solides en suspension (MLSS), souvent comprises entre 8 000 et 12 000 mg/L. Les éléments à spirale reposent sur des entretoises d'alimentation étroites. Les éléments à enroulement en spirale reposent sur des entretoises d'alimentation étroites qui s'étrangleraient instantanément, se colmateraient et tomberaient en panne en quelques minutes d'exposition à ces boues. Pour les BRM, nous nous en tenons strictement aux géométries conçues pour les solides élevés : fibre creuse (HF) ou feuille plate (FS).
L'épreuve de force des matériaux : PVDF contre céramique
En ce qui concerne la formulation des matériaux, le marché est principalement divisé entre les polymères avancés et les céramiques à haute durabilité.
PVDF : La norme dominante de l'industrie
Le polyfluorure de vinylidène (PVDF) reste le choix dominant absolu pour les installations commerciales de BRM dans le monde entier. Il offre un équilibre presque parfait entre performance et rentabilité.
-
Pour : Le PVDF offre une résistance chimique exceptionnelle, ce qui lui permet de supporter les chocs agressifs au chlore (NaOCl) et les nettoyages à l'acide organique pendant les cycles de nettoyage en place (CIP). Il offre également une excellente flexibilité mécanique, ce qui est crucial pour les membranes en fibres creuses qui doivent résister à des mouvements constants pendant le décapage à l'air sans se rompre.
-
Cons : En tant que polymère, il finira par se dégrader, s'user ou souffrir d'une rupture occasionnelle des fibres au cours d'un cycle de vie de 5 à 8 ans.
Céramique (Al₂O₃, SiC) : L'alternative à l'usage intensif
Généralement fabriqué à partir d'oxyde d'aluminium ($Al_2O_3$) ou le carbure de silicium (SiC), les membranes céramiques représentent le niveau supérieur de la filtration.
-
Pour : Les céramiques sont pratiquement indestructibles. Elles ne présentent aucun risque de rupture des fibres, peuvent tolérer des températures extrêmes et supporter des gammes de pH allant de 0 à 14. Vous pouvez les nettoyer avec des solvants agressifs ou les laver à contre-courant à des pressions qui déchireraient une membrane polymère. Leur durée de vie opérationnelle peut facilement dépasser 15 à 20 ans.
-
Cons : Le principal goulot d'étranglement est le CAPEX initial. Les systèmes céramiques nécessitent un investissement initial nettement plus élevé que le PVDF, ce qui les rend plus difficiles à justifier, à moins que vous n'ayez affaire à des eaux usées industrielles très agressives, huileuses ou à haute température, là où les polymères échouent.
Paramètres de fonctionnement critiques : Dépasser les conceptions historiques
La plupart des plaintes concernant la technologie des BRM - telles que l'encrassement rapide des membranes, les factures d'énergie considérables ou la biomasse morte - proviennent d'une mentalité d'ingénieur dépassée. Les premières conceptions de BRM reposaient sur des modèles trop conservateurs ou théoriques qui ne correspondent tout simplement pas aux données de terrain actuelles. En actualisant nos paramètres opérationnels pour tenir compte des meilleures pratiques actuelles, nous pouvons obtenir un traitement très efficace tout en réduisant considérablement les coûts d'exploitation.
Voici un aperçu des principaux paramètres d'exploitation que nous utilisons pour optimiser les systèmes MBR industriels modernes :
Matières en suspension dans les liquides mélangés (MLSS) : 10 000 - 15 000 mg/L
L'un des avantages les plus significatifs d'un MBR est sa capacité à fonctionner à des concentrations de biomasse beaucoup plus élevées que les systèmes standard. Alors que les procédés conventionnels à boues activées (CAS) s'engorgent aux alentours de 3 000 à 4 000 mg/L en raison des limites de décantation du clarificateur, un MBR moderne fonctionne facilement à 10 000 à 15 000 mg/L.
Le fonctionnement dans cette plage optimale maximise votre taux de chargement volumétrique, ce qui permet au système de traiter des charges organiques industrielles lourdes dans une fraction du volume du réservoir. Pousser le MLSS au-delà de 15 000 mg/L est une erreur classique ; cela fait monter la viscosité de la liqueur mixte, ce qui étouffe le transfert d'oxygène et force les pompes de lavage à l'air à travailler deux fois plus fort.
Temps de rétention des solides (SRT) : 10 - 20 jours
Dans les premiers temps de l'adoption des BRM, il était courant de faire fonctionner les systèmes avec un âge des boues extrêmement long - dépassant parfois 60 à 100 jours - en partant du principe erroné que cela éliminerait complètement la production de boues. Aujourd'hui, nous savons que cette approche fait plus de mal que de bien.
Un TRS trop long entraîne une forte compaction de la biomasse, une forte accumulation de substances polymériques extracellulaires (EPS) et un pourcentage élevé de débris de cellules mortes. Ces débris encrassent rapidement la membrane. Les meilleures pratiques modernes limitent le TRS à 10 ou 20 jours. Cela permet de maintenir les bactéries dans une phase de croissance saine et très active, de limiter les risques d'encrassement et d'améliorer considérablement l'efficacité du transfert d'oxygène ($alpha$-).
Temps de rétention hydraulique (HRT) : 3 - 10 heures
La membrane garantissant une séparation solide-liquide absolue, nous pouvons découpler complètement le temps de rétention hydraulique du temps de rétention des boues. Pour la plupart des flux d'eaux usées industrielles, nous concevons des temps de rétention hydraulique très courts, de 3 à 10 heures.
Cette fenêtre étroite est rendue possible par la concentration élevée de MLSS - plus de biologie active dans le réservoir signifie qu'il faut moins de temps pour décomposer la demande chimique en oxygène (DCO) entrante. Cela se traduit directement par des géométries de réservoir plus petites, des empreintes de génie civil plus faibles et des coûts de construction initiaux réduits sur le site.
Surmonter la barrière de l'encrassement : Maintenance et optimisation
Soyons honnêtes : quel que soit le degré d'avancement de la chimie des membranes ou de la conception du système, l'encrassement des membranes est une réalité inévitable dans le traitement des eaux usées. Il s'agit du plus grand casse-tête opérationnel pour les directeurs d'usine. Au fil du temps, les solides en suspension, les matières colloïdales et le mucus bactérien se déposent sur la surface de la membrane, ce qui fait monter la pression transmembranaire (PTM).
L'objectif n'est pas d'empêcher totalement les fautes - c'est impossible. L'objectif est de le gérer efficacement. En combinant la dynamique des fluides et des protocoles normalisés d'exploitation et de maintenance, nous pouvons contrôler le taux d'encrassement et maintenir un flux régulier pendant des années.
Nettoyage de l'air et contrôle du débit en deux phases
Notre première ligne de défense est purement mécanique et se déroule en continu pendant le cycle de filtration. Pour les systèmes immergés, nous nous appuyons sur une aération à grosses bulles directement sous les cassettes à membrane.
Cette aération crée un flux biphasé turbulent et ascendant (air et eau mélangés). Lorsque les bulles montent le long de la surface de la membrane, elles génèrent une forte contrainte de cisaillement qui élimine physiquement le gâteau de boue avant qu'il ne se compacte. L'optimisation du rapport air-eau est un exercice d'équilibre délicat : un manque d'air entraîne un colmatage rapide, tandis qu'un excès d'air gaspille de l'énergie et peut fatiguer physiquement les fibres de la membrane au fil du temps.
Lavage à contre-courant : Gestion de la hausse quotidienne de la PTM
Pour éviter que la couche d'encrassement temporaire ne devienne un goulot d'étranglement permanent, le système doit fonctionner selon un programme de lavage à contre-courant programmé et cyclique. Généralement, toutes les 10 à 12 minutes, nous interrompons le cycle de filtration pendant 30 à 60 secondes.
Pendant cette fenêtre, nous inversons le flux, en pompant le perméat propre à travers les pores de la membrane de l'intérieur vers l'extérieur. Cette poussée physique fait sauter la couche de gâteau accumulée à la surface de la membrane. La surveillance de la MPT de base immédiatement après un cycle de lavage à contre-courant est notre meilleur outil de diagnostic ; si la MPT après le lavage à contre-courant augmente régulièrement au fil du temps, c'est un signal clair que le nettoyage physique n'est plus suffisant et qu'une intervention chimique est nécessaire.
Nettoyage chimique : Protocoles de nettoyage en place (NEP) pour les dépôts organiques et inorganiques
Lorsque le décapage physique ne permet plus de rétablir le flux cible, nous lançons un cycle de nettoyage en place (CIP). Selon qu'il s'agit d'un nettoyage de maintenance (faible concentration, haute fréquence) ou d'un nettoyage de récupération (forte concentration, faible fréquence), les produits chimiques que nous utilisons ciblent deux types d'encrassement totalement différents :
Élimination des salissures organiques et biologiques
-
La chimie : Hypochlorite de sodium ($NaOCl$).
-
Le processus : Les substances polymériques extracellulaires (EPS) et les biofilms bactériens vivants forment une couche collante qui colle les boues à la membrane. Nous utilisons un lavage au chlore pour brûler chimiquement cette matrice organique. Il est essentiel de veiller à ce que la concentration de chlore libre et le temps de trempage soient corrects pour dissoudre complètement la couche biologique sans dépasser les limites de tolérance chimique d'une membrane polymère.
Élimination de l'écaillage minéral
-
La chimie : Acide citrique ou acides inorganiques dilués (tels que $HCl$).
-
Le processus : Si vos eaux usées industrielles ont une dureté élevée, ou si vous dosez des coagulants comme le chlorure ferrique ou l'alun en amont, les minéraux précipiteront sur les membranes. Cela crée un calcaire minéral dur et croûteux que le chlore ne peut pas toucher. Un lavage acide abaisse le pH local, dissout le carbonate de calcium, les précipités de fer et d'autres sels inorganiques, et restaure proprement la perméabilité structurelle de la membrane.
Applications industrielles et optimisation de l'alimentation RO
Parce qu'il offre une qualité d'effluent exceptionnelle dans un encombrement minimal, le BRM est devenu la solution de choix pour les projets de réutilisation de l'eau les plus difficiles. D'après mon expérience, alors qu'un système standard échoue lorsqu'il est confronté à des chocs toxiques ou à des mandats de réutilisation stricts, un BRM bien conçu excelle.
Nous déployons principalement des systèmes MBR dans trois applications à fort enjeu :
Récupération des eaux municipales dans les zones à espace restreint
Avec l'expansion des zones urbaines et l'augmentation du coût de l'eau douce, les usines municipales se convertissent massivement en centres de recyclage de l'eau. Dans les régions densément peuplées où il est économiquement impossible d'acheter des terrains pour y installer des clarificateurs gravitaires massifs, la technologie MBR est une bouée de sauvetage.
Le système s'intègre directement dans les empreintes existantes tout en produisant une eau suffisamment propre pour être immédiatement réutilisée à des fins non potables. Nous voyons régulièrement des effluents MBR envoyés directement dans des réseaux d'irrigation urbains, des parcs publics, des tours de refroidissement industrielles et des systèmes de chasse d'eau commerciaux, répondant ainsi pleinement aux normes de rejet microbien les plus rigoureuses au monde.
Eaux usées industrielles à haute résistance et biodégradation complexe
Les eaux usées industrielles provenant des usines chimiques, des installations pharmaceutiques et des fabricants de pesticides sont notoirement difficiles à traiter. Ces cours d'eau contiennent des composés organiques récalcitrants, des herbicides puissants et des toxines complexes qui détruiraient la biologie dans un système conventionnel.
Parce que le MBR utilise une barrière membranaire physique, il découple le temps de rétention des boues (SRT) du flux hydraulique. Cela nous permet de maintenir un âge des boues exceptionnellement élevé sans perte de biomasse. Ce temps de rétention prolongé favorise une communauté microbienne hautement spécialisée, à croissance lente et diversifiée. Ces bactéries spécialisées développent les enzymes spécifiques nécessaires pour décomposer les produits chimiques tenaces et non biodégradables que les stations d'épuration standard ne peuvent tout simplement pas digérer.
Le prétraitement ultime pour les systèmes d'osmose inverse (OI)
Pour les installations visant le rejet nul de liquide (ZLD) ou le recyclage d'eau industrielle de haute pureté, la technologie MBR est rarement l'étape finale. Nous l'utilisons plutôt comme ultime barrière de protection en amont pour les réseaux d'osmose inverse (RO).
Les membranes d'osmose inverse sont extrêmement sensibles. Si vous leur donnez de l'eau contenant une activité biologique ou des solides en suspension, même mineurs, elles s'encrassent, s'entartrent et tombent en panne en l'espace de quelques semaines.
Un système MBR change complètement la donne. Parce qu'il utilise des membranes d'ultrafiltration, il produit un effluent dont l'indice de densité du limon ($SDI_{15}$) constamment inférieur à 3, ainsi qu'une turbidité proche de zéro. L'alimentation d'un système d'OI avec cette eau de haute qualité, exempte de particules, réduit considérablement l'encrassement des membranes d'OI, diminue la fréquence des nettoyages chimiques et prolonge de plusieurs années la durée de vie opérationnelle des éléments d'OI coûteux.
Conception d'une solution MBR sur mesure
Lorsque l'on examine les performances brutes des systèmes modernes de bioréacteurs à membrane, la proposition de valeur fondamentale pour les opérations industrielles devient indéniablement claire. En éliminant le décanteur secondaire et en découplant le SRT du HRT, le MBR vous permet de réduire l'empreinte physique de votre installation de traitement jusqu'à 50% par rapport aux installations conventionnelles. En outre, comme ces systèmes reposent sur des barrières mécaniques précises plutôt que sur une décantation gravitaire imprévisible, ils s'intègrent parfaitement aux automates programmables modernes (PLC) et aux réseaux de dosage chimique automatisés, ce qui réduit considérablement les coûts quotidiens de main-d'œuvre manuelle.
Pourquoi les offres standard échouent-elles constamment ?
Cependant, considérer le BRM comme un simple appareil prêt à l'emploi est le moyen le plus rapide d'épuiser votre budget d'exploitation et d'entretien. Le profil des eaux usées de chaque usine est une cible unique et mouvante. Un système conçu pour une installation municipale de recyclage des eaux s'encrasse instantanément et tombe en panne s'il est alimenté en déchets pharmaceutiques à forte salinité ou en flux de produits chimiques à haute température.
L'infrastructure spécifique de votre site, les pics de demande chimique en oxygène (DCO), les coûts chimiques locaux et les limites de rejet exigent une approche technique équilibrée. Si l'utilisation de modules membranaires et de composants de skid standardisés permet de réduire les coûts d'investissement initiaux, le flux de traitement environnant doit être entièrement adapté à vos réalités opérationnelles.
Construisons votre système : Prochaines étapes
Pour optimiser la durée de vie de votre investissement et éviter les coûts de remplacement prématuré des membranes, vous avez besoin d'une évaluation technique précise.
Pour les flux industriels à haute résistance ou très variables, je recommande toujours de lancer une phase d'essai pilote structurée. L'exploitation d'une unité pilote à petite échelle sur site pendant quelques semaines nous permet d'obtenir les données de terrain réelles nécessaires pour déterminer les taux de flux exacts, identifier les risques spécifiques d'entartrage des minéraux et établir vos fréquences exactes de nettoyage chimique avant qu'une seule pièce de l'équipement à grande échelle ne soit commandée.
Si vous êtes prêt à améliorer votre empreinte existante, à faire évoluer votre installation vers un rejet liquide nul (ZLD), ou si vous avez besoin d'un système de prétraitement robuste pour vos lignes d'osmose inverse en aval, examinons vos données actuelles sur l'eau. Contactez-nous dès aujourd'hui pour planifier une évaluation technique avec notre équipe d'ingénieurs, et concevons une solution MBR performante et sur mesure, conçue spécifiquement pour votre usine.